Когда говорят о производстве паллетных стеллажей, многие сразу представляют цех, станки и сварку. Но на деле, ключевое часто лежит не в цеху, а на этапе проектирования и в понимании того, как этот стеллаж будет жить на реальном складе. Ошибка многих — гнаться за ?стандартом?, не вникая в детали будущей эксплуатации: тип погрузчика, габариты паллет, специфику груза, динамику потоков. Можно сделать идеальную с точки зрения металлообработки конструкцию, которая окажется неудобной или даже опасной в работе. Именно поэтому наш подход в ООО ?Харбин Цзюшэн производство металлических конструкций? всегда начинается с диалога, а не с чертежа из каталога.
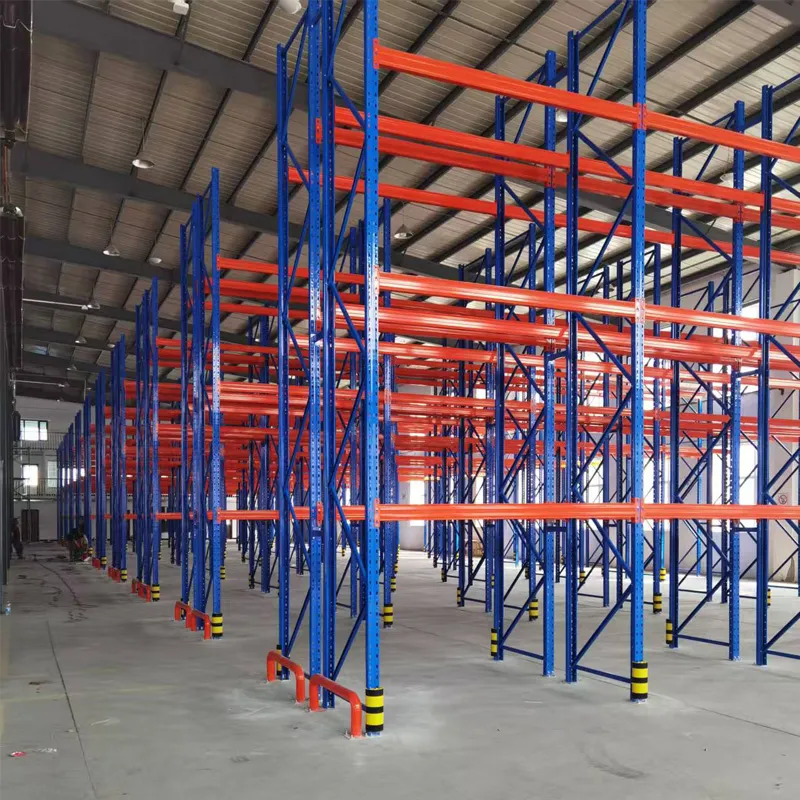
Паллетный стеллаж — это система. И её прочность определяется не толщиной стойки, а корректностью расчётов и качеством узлов. Мы на своём заводе в Пинфане прошли путь от простого изготовления по предоставленным размерам до комплексного инжиниринга. Были случаи на заре, лет 5-6 назад, когда клиент просил ?усилить? стеллаж, просто добавив металла. В итоге получалась перетяжелённая, дорогая конструкция, которая не решала проблему вибрации при заезде ричтрака. Сейчас инженеры Харбин Цзюшэн сначала анализируют данные: частоту работы, нагрузки, даже тип напольного покрытия. Только потом идёт расчёт на устойчивость, динамические нагрузки, подбор стали и технологии обработки.
Автоматизированные линии — это не для галочки. Роботизированная резка и гибка дают главное — повторяемость точности. Когда ты производишь тысячи стоек и балок, человеческий фактор в размерах должен быть исключён. Погрешность в пару миллиметров на одной стойке — это проблема при монтаже целого ряда. Наша территория в 20 000 м2 позволяет организовать поток так, чтобы заготовка последовательно проходила резку, гибку, сварку узлов, дробеструйную очистку и покраску без лишних перемещений. Это влияет и на сроки, и на отсутствие повреждений на уже обработанных поверхностях.
Особое внимание — сварным швам в узлах крепления балок. Это точки концентрации напряжения. Раньше бывало, что внешне шов красивый, но при циклической нагрузке (постоянная установка и снятие паллет) появлялись микротрещины. Перешли на технологию сварки в среде защитных газов для критичных узлов и внедрили выборочный ультразвуковой контроль. Это удорожает процесс, но сводит риски поломки к минимуму. Для клиента это невидимая, но самая важная часть ?надёжности?.
Даже идеально сделанные на заводе стеллажи можно испортить при доставке и монтаже. Вывозим мы со своей площадки, поэтому упаковку продумываем до мелочей. Стойки и балки пакуются отдельно, в защитную плёнку и жёсткие уголки, чтобы при перегрузке или длительной перевозке по нашим дорогам не погнулись торцы и резьбовые отверстия. Это опыт, оплаченный несколькими испорченными партиями в начале пути.
Монтаж — это отдельная история. Часто заказчик хочет сэкономить и ставит силами своих работников. Но неправильная сборка, недотянутые соединения, невыверенная вертикальность — это прямая угроза. Мы всегда предлагаем услуги своих монтажных бригад. Они знают нюансы нашей конструкции, имеют динамометрические ключи для соблюдения момента затяжки и лазерные нивелиры. Видели склады, где стеллажи стоят с перекосом в 2-3 см на высоте 8 метров. Это не просто ?криво?, это смещение центра тяжести и снижение заявленной нагрузки. На сайте jshj.ru мы выкладываем не только каталоги, но и подробные инструкции по сборке, видео — для тех, кто всё же решится собирать сам. Но в 70% случаев клиенты, посмотрев на эти материалы, возвращаются к варианту с нашим шеф-монтажом.
Ещё один момент — адаптация под объект. Пол редко бывает идеально ровным. Стандартные регулируемые башмаки решают проблему перепада в 1-2 см. Но бывали объекты со старыми бетонными полами, где перепад на площади ряда достигал 5 см. Пришлось разработать и включить в линейку специальные винтовые опоры с увеличенным диапазоном регулировки. Это не массовая история, но без такого решения проект бы просто не состоялся. Гибкость в таких деталях отличает полноценного производителя от простого исполнителя чертежей.
Рынок требует не просто стеллажи паллетные, а решения под конкретные задачи. Раньше мы предлагали, по сути, три типоразмера. Сейчас спектр шире: от классических фронтальных до систем с глубиной хранения в несколько паллет, совместимых с гравитационными или shuttle-системами. Но углубляться в сверхсложную роботизированную логистику мы не стали — это другая ниша. Наш фокус — это надёжная, умная база, ?костяк? склада.
Интересный тренд последних лет — запрос на лёгкую реконфигурацию. Склады арендуют, бизнес-процессы меняются. Клиенты хотят иметь возможность переставить ярусы, изменить высоту без сварки и сложных операций. В ответ мы доработали систему креплений балок, сделав её более гибкой. Теперь многие изменения можно провести силами самого склада, имея лишь монтажный ключ. Это повышает жизненный цикл стеллажной системы.
Качество покраски — это не только про эстетику. Складская среда агрессивна: пыль, перепады температур, возможные удары. Порошковая покраска в камере с предварительной фосфатизацией металла — стандарт. Но мы экспериментировали с толщиной слоя и разными производителями порошков. Остановились на оптимальном варианте: покрытие в 60-80 мкм даёт хорошую защиту и эластичность (меньше сколов при ударе), при этом не проседает по стоимости. Для холодильных складов или помещений с высокой влажностью предлагаем отдельный, более дорогой класс покрытий. Это тот случай, когда нельзя предлагать одно решение всем.
Гарантия — это формальность, если нет сервиса. Мы позиционируем себя как предприятие полного цикла, и послепродажка — часть цикла. Самый частый запрос — не ремонт, а документы. Сертификаты на материалы, паспорта на оборудование, акты испытаний узлов. Особенно важно для крупных сетей и международных компаний, которые проходят аудиты. Мы с самого начала, с 2019 года, вели всё документально, поэтому сейчас можем предоставить полный пакет без проблем.
Второй момент — консультации по эксплуатации. Звонят и спрашивают: ?Можно ли поставить паллету 1.5 тонны, если стеллаж рассчитан на 1.2??. Или: ?На балке появилась царапина до металла, что делать??. Наличие штатного инженера, который может дать понятный и технически грамотный ответ, — это часть доверия. Иногда достаточно одного звонка, чтобы предотвратить нарушение правил эксплуатации и возможную аварию.
И третий — поставка запчастей и компонентов через годы. Склады расширяются, нужно доставить ещё несколько секций. Или погрузчик задел и погнул одну балку. Возможность купить не целый стеллаж, а одну стойку, балку, крепёж — критична. Мы сохраняем данные по проектам и технические спецификации, поэтому можем изготовить совместимый элемент даже для системы, выпущенной 4-5 лет назад. Это и есть долгосрочные партнёрские отношения, а не разовая сделка.
Сейчас много говорят об устойчивом развитии. В нашем контексте это, во-первых, использование стали, часть которой идёт из переплавки. Во-вторых, оптимизация логистики. Производя паллетные стеллажи в Харбине, мы логистически выгодно расположены для поставок на Дальний Восток России и в страны Азии. Это снижает углеродный след от транспортировки. Мы над этим работаем.
Эффективность — это также вопрос просчёта полного жизненного цикла для клиента. Иногда дешёвый стеллаж требует постоянных подтяжек, ремонтов, имеет меньший срок службы. Наши инженеры могут сделать сравнительный расчёт стоимости владения на 10 лет. Часто оказывается, что наше, казалось бы, более дорогое решение, оказывается выгоднее за счёт долговечности и отсутствия простоев. Это сложно донести, когда покупают ?по цене за секцию?, но мы стараемся.
В итоге, производство — это не конвейер. Это постоянный диалог между инженером, технологом, сварщиком и будущим складским менеджером, который будет каждый день работать с этой системой. Завод ?Цзюшэн? за эти годы стал именно такой площадкой, где этот диалог возможен на всех этапах — от эскиза до монтажа и сервиса. И в этом, пожалуй, наше главное отличие от многих других.